|
|







|
泛奥产品分类 |
|
|
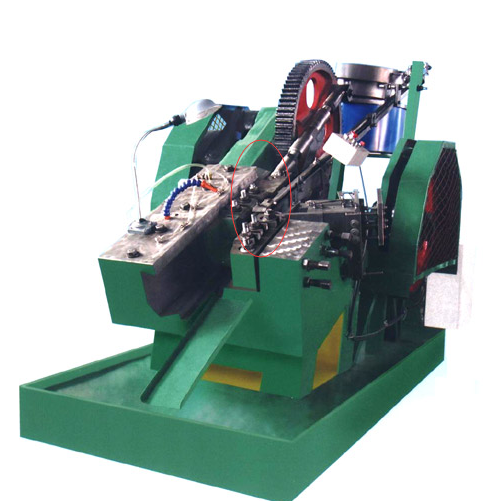
我们平时所需要使用的内六角圆柱头螺栓是怎么生产出来的呢?只有搞清楚它的生产设备情况和生产工艺后才能控制内六角圆柱头螺栓产品的质量问题。我们就来分析一下螺栓主要的生产设备有哪些。 我们先来看一张内六角圆柱头螺栓的图片:
所有螺栓系列中,内六角圆柱头螺栓的生产难度对设备的要求是最高的,我们从上面的图中可以看出,它不仅仅是需要将材料变形到一个更粗的圆柱头状态,还需要同时在里面打出一个内六角的孔位,这就对设备的吨位有了一定的要求,不同规格的内六角圆柱头螺栓,需要不同吨位的设备来匹配,而且材料不同,设备的功率也不同,如果是合金钢材料,就需要设备的功率更高一些。
内六角圆柱头螺栓在生产前的材料其实是钢厂出来的标准线材,是不以直接拿到生产线生产的,因为钢厂出来的线材尺寸并不是按照内六角圆柱头螺栓线材的尺寸来出货的。收到材料后,还需要将材料进行第一步的拉丝处理,也就是将线材的直径拉成生产所需的直径,然后重新盘元。所以拉丝设备是生产所需要的第一台设备,比如要生产M8的螺栓,那么材料的线径就要用拉丝设备将材料直径拉到7毫米左右的样子,当然这个具体线径是有国标要求的,这里只是做个示例,其数据要根据国标来拉丝成型。 当内六角圆柱头螺栓材料拉好后,就可以拿到生产线上生产了。而内六角圆柱头螺栓的第二道生产流程就是冷墩毛坯。冷墩机属于多攻位机,在生产过程中,它的打头、冲断、成型、下料截断等都是一气呵成,冷墩机的好坏和大小,决定了 内六角圆柱头螺栓的质量和生产规格范围。
当内六角圆柱头螺栓毛坯生产完成后,就只剩下螺纹没有加工了,就需要进行第三道生产流程,也就是搓牙。内六角螺栓毛坯除了头部标准是做好的,下面的螺纹杆部只是一个圆柱体,并没有螺纹成型,所以要进行搓丝处理。搓丝处理的设备比较容易理解,它是由左右二块牙板模具对称安装,中间的间距就是螺杆的直径所需尺寸,左右二块牙板在运动过程中会一上一下的对称运动,当螺栓送料到这个牙板中间时,就形成了一个挤压的运动,然后螺纹就产生了。 内六角圆柱头螺栓送料是自动完成的,挤压也是自动完全,只要将设备调试也就能生产,城需人工手动操作,十分方便,产量也很高。
拼牙完成后,就是最后几道生产流程了,这里可以统一规化一起来说明。如果有毛刺,内六角圆柱头螺栓在生产完成后,要进行一个简单的毛刺处理,然后就是清洗或是表面电镀,最后是检测包装和出货了。基本上, 内六角圆柱头螺栓就是这些生产流程。 一台好的设备,加上好的材料以及合格的工人操作水平,生出来的内六角圆柱头螺栓的内孔光滑无毛刺,自由公差控制的非常精确,用内六角板手安装时,可以很快的放入孔内,并且也不用担心它打滑转圈,所以产品的好坏,其实在毛坯出来的那一时刻就决定了,而后面的搓牙则是另一台设备需要控制的事情。 |


| 无锡泛奥紧固件有限公司版权所有
icp备案:苏ICP备09004535号 电话:0510-82446170 传真:0510-82446270 邮箱:168@f6170.com 123@f6170.com 公司地址:无锡市梁溪区科创园会西路30号-47#厂房(泛奥公司) |