|
|







|
泛奥产品分类 |
|
滚花铜螺母安装|注塑铜螺母标准 |
|
注塑铜螺母这个叫法,它本来的意思是指这颗铜螺母是注塑行业使用的,说明的意思是铜螺母的用途。而热熔铜螺母的意思指的这颗铜螺母的用热熔的方式来安装的,指的一个动态的安装方法或是过程。我们先看一个标准的注塑铜螺母的图片:
图中是一个标准的国标GB809注塑铜螺母,注塑行业中,塑料件没有硬度,所以无法做一个有效的内螺丝,只有将这颗直纹压花的铜螺母注塑在塑料件类才可以让它有一个可以正常使用的内螺纹。材料当然不仅仅是只限于铜了,只是铜材料生产的比较多。 就产品本身而言,注塑铜螺母没有什么需要多说的,我们主要来分析一下注塑铜螺母的安装。我们先来看一下它的使用环境,这是一颗安装好的注塑铜螺母:
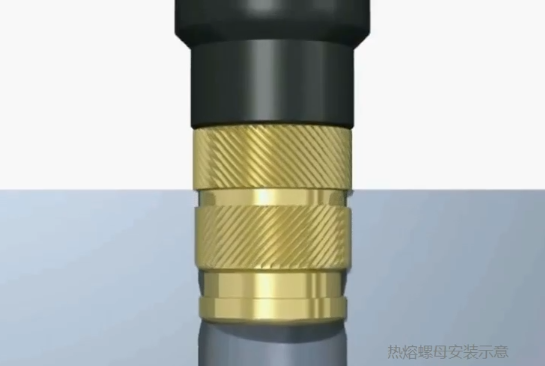
看到了吗,铜螺母注塑完在后,就和塑料件形成了一个整体了,设计这个标准的同学看来智商超高啊。这种注塑铜螺母有好几种安装方法,我们先来看一下热熔铜螺母安装的过程是怎么一回事情,还是先来看图:
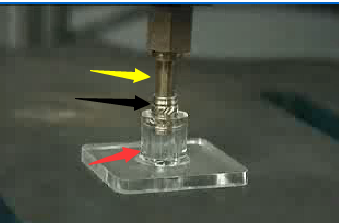
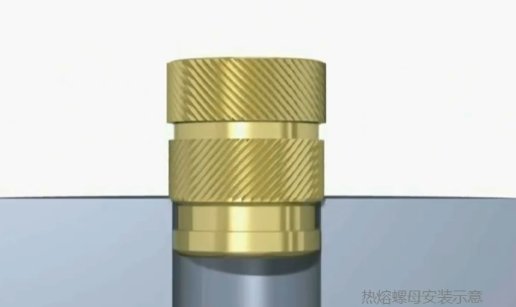
红色箭头部分是一块塑料基体,就是要在这个塑料零件上做一个内螺纹出来。黑色简单就是一颗标准的热熔铜螺母,而黄色箭头我们可以把它当一个加热的铁棒,类似于焊锡枪一样,可以通电发热。把塑料件打一个预埋孔,这个预里孔的尺寸也有标准的哦,它是和铜螺母对应的,具体标准,小编整理好以后也会发出来的。将加热棒穿上热熔铜螺母,热量会传导到滚花铜螺母上,然后滚花铜螺母的热能又会转换到塑料件上,会将塑件软化,从上至下施加压力,就可以将这颗滚花铜螺母轻松的注塑到这个塑料件里了。看着挺复杂吗?其实现在的工业机械手非常的发达,这一过程可以完全交给机器手臂去完成。 再来看一下注塑铜螺母的另一种安装方式:
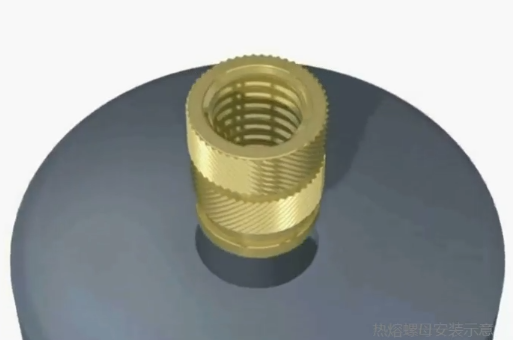
同样,也是先将下面的塑料件打一个预埋孔,将滚花铜螺母放放孔内,这个和上面是不一样的方式,上面是将滚花铜螺母先穿在加热棒上,而现在是直接将滋花铜螺母放在孔内。放好的的状态是下面这张图的样子:
它有一个导入的轴径,放在塑料里面的这一部分,它的直径要小一些,起一个导向作用。看下面的图,可以知道埋入在塑料内的一部分产品状态。
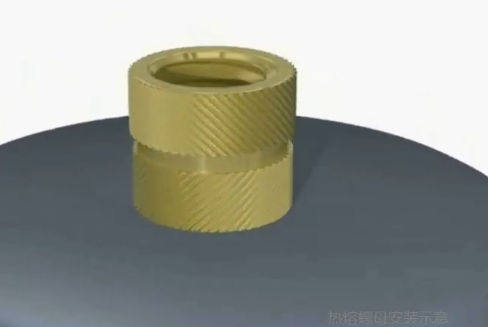
看到这张示意图,就会明白为什么孔径是有要求了吧?太小会放不进,太大会压不紧。
 上面的黑色压管是一个定制的下压模套,它也可以将铜螺母加热后使用,也可以不加热直接向下将铜螺母压进塑料基体内。
注塑铜螺母的标准虽说在实际生产应用中,还是以用户的设计为准,但对于铜螺母的材料及外径的公差等基本要求还是有国标来规范的。1998年至今,对于标准滚花铜螺母,它对应的国标是GB809的技术条件。咨询电话:0510-82446170. 在市场上流通最多的,是直纹滚花铜螺母,它的加工非常成熟了,早期这类铜螺母主要用在手机的天线安装,注塑到手机的基体后,当一个内螺纹使用,直接把天线的外螺纹拧在这个压花铜螺母上就可以了,一般70年后的中年人见到过这种。最常见的就是早期的摩托罗拉的手机,它的外接天线就是直接和这种滚花铜螺母连接的。下面这张图就是一个直纹滚花铜螺母了。它后面密封的部分是属于不通孔型,当然也可以直接把螺纹攻穿,这个就看实际的设计要求了。图片中的滚花铜螺母严格意义上,它也不是按国标GB809来生产的,这款铜螺母它具备二个槽,而GB809国标铜螺母,只有一个槽。还有一个明显的区别,它是属于盲孔型的,而常用的GB809国标滚花铜螺母,它是通孔型的。 工业发展到后面就越来越先进了,手机的天线也不需要这种联接方式,都直接改为在外壳上包一圈的不可见形态。那么这种滚花铜螺母是不是应该退出市场了呢?恰恰相反,工业越发展,对于塑料件的使用越多,因为轻量化是一种趋势,所以压花铜螺母又大放异彩,直接被很多塑料件的厂家大量使用。塑料件因为材料本身的原因,硬度不够高,如果在塑料基体上攻一个螺纹,估计拧不了几次,这个螺纹就会被拧花了,为了解决这个问题,设计中大量采用了将滚花铜螺母直接热压在塑料基本中,当温度冷却后,滚花铜螺母和塑料基体形成了一个完整的内螺纹。 为了保证滚花铜螺母和塑料件的摩擦力,那么将铜螺母的表面进行压花就是一个必然的结果了。通常来说,直纹压花的扭力参数肯定没有网纹或是斜纹的滚花摩擦系数大,所以为了保证铜螺母的安装牢固,大量的使用了网纹和斜纹滚花铜螺母。 基本绝大多数的铜螺母,会在中间有这么一道槽,这个槽的作用是让产生塑性变形后多余的材料没地方去的时候,就挤压在这个槽内。早期的一些简单的紧固件产品,,都是采用代表车床来加工。这种车床属于最简单的一种卧式设备,但它的加工范围却是比较大的,一台普通的车床,就可以加工直径300毫米左右材料。 仪表车床操作也很简单,直接是夹头夹好,然后由电机带动主轴上的车刀进行车削,手工控制它的行程来决定车削直径的大小,也可以高速车刀的限位开关,让它自适应车削,碰到限位开关后就会停下,以免加工过头。 但是注塑铜螺母的用量一般都很高,虽说采用这类车床加工,对铜螺母的精度也能有效控制,但产量却是硬伤,后来出现的半自动车床就慢慢取代代表车床了。 注塑铜螺母外径上是需要有直纹或是其它纹状的滚花,如果用代表车床来加工,那么滚齿轮的配套就必不可少了。滚齿轮是机床加工行业中一个很通用的压花配件,它对于轴类零件的外齿压花很适用,齿距的高速也十分的便捷,成本低廉,生产速度快,目前不管是仪表车床还是半自动车床,都是使用这种方式来加工铜螺母的压花齿工艺 |



| 无锡泛奥紧固件有限公司版权所有
icp备案:苏ICP备09004535号 电话:0510-82446170 传真:0510-82446270 邮箱:168@f6170.com 123@f6170.com 公司地址:无锡市梁溪区科创园会西路30号-47#厂房(泛奥公司) |